别再等待了,仅仅一分钟,就能通过我们的尖角无缝方矩管生产产品视频探索到无数令人心动的细节和亮点。
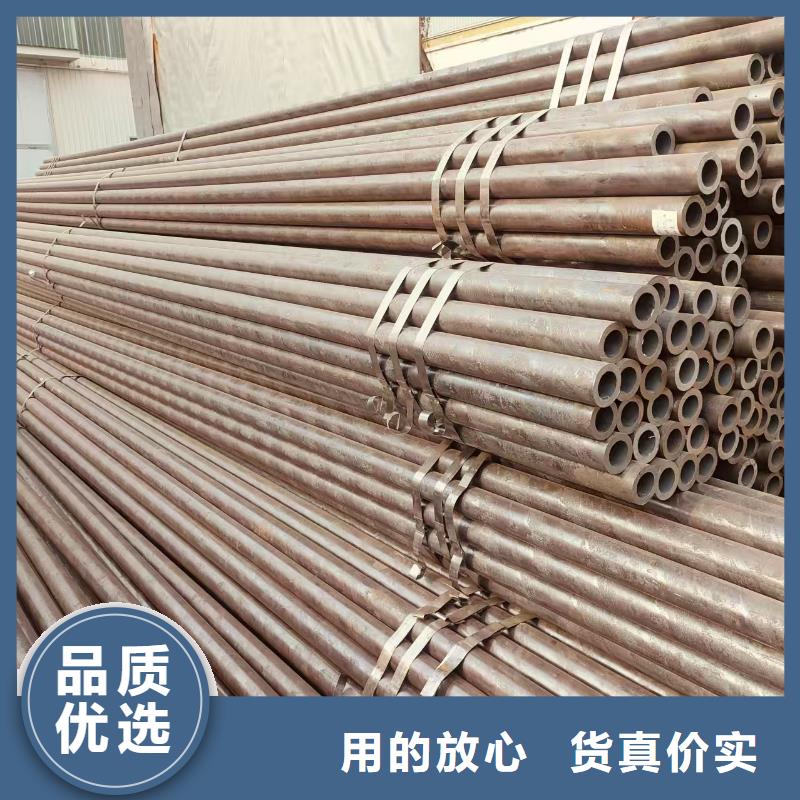
以下是:江苏南通尖角无缝方矩管生产的图文介绍



【金属光泽和轧制温度】劣质厚壁无缝管缺乏金属光泽,呈现淡红色或生铁色,原因在于其坯料质量不佳,且轧制温度不标准,往往通过目测而非仪器来控制钢温,从而无法在奥氏体区域进行规范轧制,导致性能不达标。优质钢管有金属光泽,劣质钢管因坯料和温度问题无光泽,性能不达标准。【杂质与钢密度】劣质厚壁无缝管材质杂质多、江苏南通本地钢密度偏小,尺寸超差严重。在没有游标卡尺的情况下,可以通过称量来核对。劣质钢管杂质多、江苏南通附近密度小,容易通过称量检测。【横截面与生产方式】劣质厚壁无缝管横截面呈椭圆形,这主要是由于厂家为节约材料而增大成品辊前二道压下量所致。这种螺纹钢强度显著下降,且不符合外形尺寸标准。劣质钢管因成品辊前二道压下量大,横截面常呈椭圆形,强度不符合标准。【表面缺陷与坯料质量】劣质厚壁无缝管表面易产生结疤,原因在于其材质不均匀、江苏南通同城杂质多,同时厂家导卫设备简陋导致粘钢现象,进而在轧制过程中产生结疤。劣质材表面易出现裂纹,这主要是因为其坯料为土坯,气孔多。在冷却过程中,土坯受到热应力作用产生裂痕,轧制后便形成裂纹。劣质钢管表面易结疤、江苏南通附近裂纹,与坯料质量及导卫设备简陋有关。综上所述,我们在生产生活中可以通过以上六大方法去辨别无缝管的好与坏。了解这些方法将有助于我们选择到质量优良、江苏南通价格合理的无缝管产品。



1、江苏南通当地热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。1.2、江苏南通本地若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、江苏南通附近冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。1.3、江苏南通本地挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。


聚旺物资(南通市分公司)具有雄厚的技术力量和产品开发能力、先进的生产设备、成熟的生产工艺以及完善的质量保证体系。公司主营产品 正大镀锌焊管。我们将本着“合理的方案、优质的产品、实惠的价格、完善的售前售后服务”的经营方针,不断为新老客户提供、完善的服务。



无缝管的生产工艺主要分为热轧和冷轧(拨)两大类。热轧无缝管涵盖了多种类型,如一般钢管、江苏南通当地低中压锅炉钢管、江苏南通本地高压锅炉钢管等。而冷轧(拨)无缝钢管则在此基础上增加了更多类型,如碳素薄壁钢管、江苏南通附近合金薄壁钢管等。在尺寸方面,热轧无缝管的外径通常大于32mm,壁厚范围为2.5-200mm;而冷轧无缝钢管的外径可达6mm,壁厚可至0.25mm,甚至更薄。因此,冷轧工艺在尺寸精度上相较于热轧工艺更高。一般用途的无缝钢管,其原材料包括10、江苏南通同城20、江苏南通附近30、江苏南通35、江苏南通附近45等优质碳结钢,以及16Mn、江苏南通本地5MnV等低合金结构钢,甚至40Cr、江苏南通当地30CrMnSi、江苏南通附近45Mn2、江苏南通40MnB等合结钢。经过热轧或冷轧工艺,这些钢管被广泛应用于流体输送管道等领域。特别地,由10、江苏南通20等低碳钢制造的无缝管,因其优良的耐用性和经济性,在市场上占据了一定的份额。5、江苏南通同城40Cr等中碳钢制成的无缝管,因其出色的机械性能,常被用于制造汽车、江苏南通附近拖拉机等重型机械的受力零件。在选用这类无缝管时,必须确保其强度和压扁试验都达标。此外,热轧钢管通常以热轧状态或经过热处理的状态进行交货,而冷轧钢管则一律以热处理状态交货,以保证其质量和性能。






 扫一扫
扫一扫